Un abbonato ci ha inviato i cinque preventivi ricevuti da cinque costruttori di cabine di verniciatura. L’unica cosa chiara é l’abissale differenza di prezzo. Ma allora, come fare per selezionare i fornitori?
Pierluigi Offredi
LA BATTAGLIA DEI PREZZI
Un verniciatore padovano, dovendo sostituire la propria cabina di verniciatura, invece di rivolgersi esclusivamente al consueto fornitore, ha deciso di chiedere offerte a diversi costruttori. I cinque preventivi che gli sono stati consegnati erano talmente differenti, sia nelle descrizioni dei dettagli tecnici, sia nel prezzo, che ci ha inviato la documentazione perché – sono state le sue parole – “non ho capito assolutamente le differenze tra le varie proposte”.
La cosa non sarebbe particolarmente grave, se non fosse che le cinque cabine, che al lettore sembravano equivalenti, avevano prezzi che andavano dagli 8.000 ai 16.000 euro.
PREVENTIVI: UN CONFRONTO DIFFICILE PER LE CABINE DI VERNICIATURA
Per dare un giudizio su prodotti concorrenziali è indispensabile definire dei parametri comuni che consentano di confrontare le diverse alternative. Questo è una strategia che vale per le vernici, per i diluenti e ovviamente anche per i preventivi delle cabine di verniciatura. Peccato però che i costruttori, almeno quei cinque di cui abbiamo analizzato le offerte, sembra si siano messi d’accordo per presentare preventivi completamente diversi l’uno dall’altro, costringendoci a un lavoro certosino per cercare di estrarre qualche elemento di confronto.
Siccome, “la necessità aguzza l’ingegno” abbiamo pensato di ricavare da questo complesso lavoro una specie di “bigino”, che speriamo potrà servire ai nostri lettori quando si troveranno a dover scegliere la propria cabina senza sapere cosa stanno per comprare.
I parametri scelti sono quelli più importanti, ma il confronto potrebbe estendersi inserendone altri come la potenza degli elettroventilatori, la potenza e tipo di pompa impiegata per il ricircolo dell’acqua e così via. Data comunque l’estrema scarsità di dati forniti dai costruttori riteniamo che ci si potrebbe accontentare degli elementi che abbiamo classificato e che descriviamo brevemente (vedi tab. I).
| COSTRUTTORE NORMA DI RIFERIMENTO CITATA VELOCITA’ ARIA DICHIARATA GARANZIA EMISSIONI POLVERI<3mg / m2 | A EN 12215 0,5 SI
| B NO NO NO
| C NO NO (0,2) NO
| D NO NO (0,3) NO
| E NO NO (0,4) NO
|
| PORTATA DICHIARATA m3 /h | 30.000 | NO | 14.000 | 20.000 | 27.000 |
| CONTAORE | NO | NO | SI | NO | NO |
| PRESSOSTATO | SI | NO | SI (con spia) | NO | NO |
| FILTRO A VALLE | PVC + Alluminio | Cassetto | Fibra vetro | NO | Fibra vetro |
| N.° VELI | 2 | 2 | 2 | 2 | 2 |
| MATERIALE IMPIEGATO | Lamiera zincata mm? | Lamiera zincata mm? | Lamiera zincata mm? | Lamiera zincata mm? | Lamiera zincata mm? |
| PREZZO (montaggio compreso) in euro | 16.000 | 14.000 | 9.000 | 8.000 | 10.000 |
Tabella I. Elementi di confronto tra cinque diversi preventivi per l’acquisto di una cabina di verniciatura a velo d’acqua avente le seguenti dimensioni: m7 x 2 x h2.5 (volume 350 m3)
VELOCITA’ DELL’ARIA DI ASPIRAZIONE
Dato che solo uno dei costruttori aveva dichiarato questo valore (estremamente importante per la sicurezza degli operatori), abbiamo ricavato lo stesso dato da soli per gli altri impianti (nella cabina B non é stato possibile, in quanto il costruttore non ha dichiarato neanche la portata!). La misura teorica della velocità di aspirazione è piuttosto semplice e può essere calcolata in questo modo:
- si calcola l’area aspirante (base per altezza della cabina);
- si divide la portata (in m3/ h) per l’area (in m2);
- si divide il risultato ottenuto per 3600 e si avrà così la velocita’ in metri al secondo.
In questo modo abbiamo tra l’altro verificato che la cabina “C” ha una velocità inferiore a 0,3 m/sec e quindi non é sicura.
COME SCEGLIERE LA CABINA DI VERNICIATURA
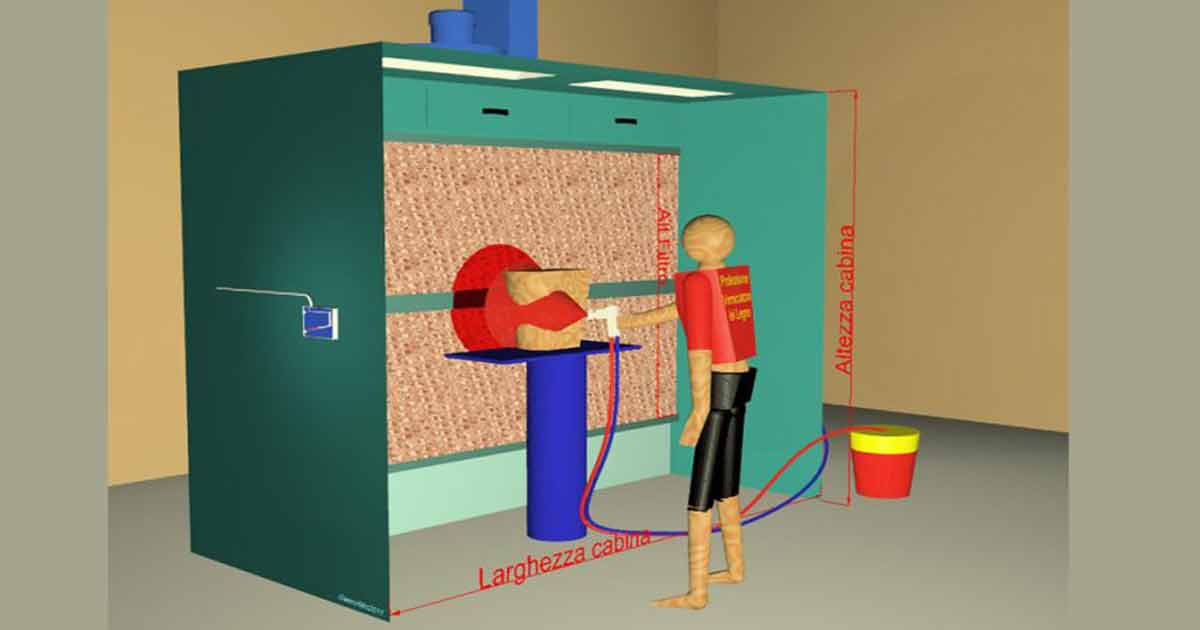
Per farsi fare dei preventivi delle cabine di verniciatura in modo corretto, bisogna definire il lavoro da eseguire delineando le esigenze generali e specifiche dell’azienda.
Bisogna poi fornire ai costruttori le schede tecniche e di sicurezza dei prodotti vernicianti impiegati, i costi di smaltimento nella zona per fanghi e rifiuti solidi e i costi di elettricità e mano d’opera. Ciò consentirà ai costruttori di definire in modo dettagliato nei preventivi, in base ai dati forniti, i costi di gestione delle cabine di verniciatura, permettendo all’utilizzatore di scegliere la cabina che, nel rispetto delle norme, ha il minor costo complessivo, che deve sempre tener conto sia dei costi di investimento, sia dei costi di gestione. In questo senso anche l’indicazione dell’efficienza di trasferimento del sistema di spruzzatura utilizzato, che determina quanta vernice va realmente sul pezzo, rappresenta un parametro fondamentale.
COME FARSI FARE I PREVENTIVI DELLE CABINE DI VERNICIATURA
Nei preventivi che ricevete dai vostri fornitori di cabine di verniciatura verificate sempre l’esistenza delle dichiarazioni di conformità che garantiscono la sicurezza dell’impianto: non bisogna dimenticare che la cabina di verniciatura è considerata una macchina, con tutti gli effetti civili e penali che comporta la marcatura CE e la normativa vigente in materia di sicurezza sul lavoro, la quale impone precisi obblighi ai costruttori. Verificate quindi che sia specificata la conformità alla norma europea EN 12215.
Per quanto riguarda l’inquinamento atmosferico, ci sono almeno 3 parametri che devono essere espressamente dichiarati nei preventivi delle cabine di verniciatura:
– efficienza di abbattimento del sistema di filtrazione dell’overspray (in modo che sia rispettato il limite dei 3 mg/m3);
– perdita di carico dovuta all’accumulo di overspray sul sistema filtrante (mm cda);
– capacita’ di accumulo di overspray sul filtro (kg/m2).
Infine per quanto riguarda gli impianti elettrici è necessaria la conformità alla norma CEI 64-2.
Il servizio “Caccia agli europataccari” è a disposizione degli abbonati alla nostra rivista, per la verifica di conformità delle cabine alle norme di sicurezza.
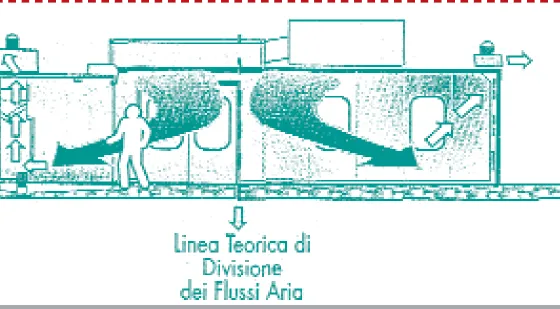
PRESSURIZZAZIONE O COMPENSAZIONE?
La continua crescita delle esigenze di qualità nella verniciatura ha aumentato la diffusione di cabine che, grazie a una circolazione dell’aria ben calibrata, riducono al minimo la presenza di polvere, migliorando anche le condizioni di lavoro degli addetti. Poiché si fa molta confusione su questi concetti, é bene chiarire alcuni aspetti fondamentali che consentiranno agli utilizzatori di non farsi influenzare dai soliti “venditori di code di lucertola”.
Pressurizzare o compensare una cabina significa semplicemente far entrare aria da una parte per riequilibrare quella che esce, in modo da garantire un’areazione ottimale. La differenza tra i due sistemi non sta quindi nella quantità di aria inviata nella cabina, bensì nella velocità con cui circola. Poiché la pressurizzazione serve per lavorare senza polvere, prima di tutto bisogna chiedersi se le proprie esigenze produttive richiedono questo tipo di investimento (più costoso del compensatore).
Il pressurizzatore lavora in leggera sovrapressione, inviando aria filtrata e climatizzata (riscaldata d’inverno e, se necessario, raffreddata d’estate) nell’ambiente di lavoro. E’ caratterizzato da una mandata di aria su una superficie filtrante molto maggiore rispetto al compensatore, ma con una velocità più bassa (0.3 m/s al massimo), in modo da non creare turbolenze e conseguenti movimenti di polvere, che andrebbe poi a ricadere sui pezzi verniciati.
In genere un pressurizzatore ha una superficie uguale all’area del fronte della cabina, mentre un compensatore, avendo una superficie inferiore, comporta inevitabilmente velocità superiori. Il compensatore é quindi adatto per la verniciatura di serramenti o per l’applicazione dei fondi, mentre é sconsigliato per le finiture e per tutte le verniciature di alta qualità.
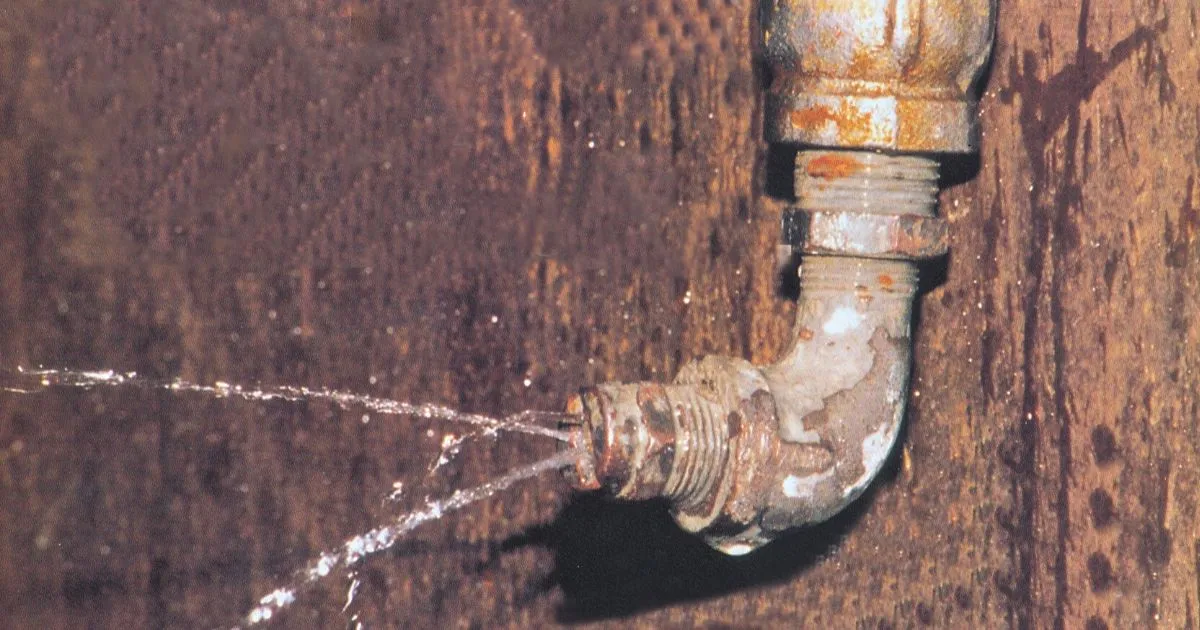
GARANZIE FASULLE
Alcuni lettori ci hanno segnalato che qualche costruttore (molto ignorante o molto furbo?) arriva a garantire che le proprie cabine sono conformi alle leggi sull’inquinamento atmosferico, in quanto riuscirebbero perfino ad abbattere i solventi (senza specificare a quale magia ricorrono). Ricordiamo ai lettori che nessuna cabina, priva di sistema di depurazione (carboni attivi o combustori) é in grado di abbattere i solventi emessi durante le operazioni di verniciatura.
Il filtro a secco o il velo d’acqua delle cabine sono in grado di abbattere soltanto il particolato solido delle vernici (“overspray”) e se tutto é stato fatto in modo professionale il costruttore può garantire la conformità ai limiti previsti dalla legge sull’inquinamento atmosferico, che prevede un massimo di 3 mg/m3 per le polveri di vernice all’uscita del camino.
Il carbone attivo può essere impiegato per abbattere i solventi, tenendo però ben presente che, nel nostro settore, la capacità di adsorbimento é mediamente del 15%. Ciò significa che 100 kg di carbone attivo sono in grado di trattenere circa 15 kg di solvente. Poiché in un chilogrammo di vernice la quantità media di solvente é del 60%, é sufficiente spruzzare 25 kg di vernice per saturare (cioé rendere inefficienti) 100 kg di carbone (che un costo medio di riattivazione intorno a 1 €/kg).
Con questi valori medi ognuno in base ai propri consumi di vernice può calcolare i costi di gestione legati all’impiego dei carboni attivi. Per quanto riguarda invece i sistemi di combustione si può analizzare la tabella PRESTAZIONI IMPIANTI DEPURAZIONE ARIA , dalla quale si può dedurre, nella colonna “Carboni attivi”, il costo (investimento + gestione) per kg di vernice spruzzata.